

Mucell injection process was developed in the 1990s by a research team at MIT. The company has since licensed as Trexel to manufacture and sell its core devices: high-pressure gas injection and metering auxiliary equipment. As its name, it means that there are millions of tiny air bubbles in the foamed plastic; the average size is smaller than 20μm (the size of the air bubbles from the polystyrene is about 200~250μm). The smaller the bubble, the less effect it will have on the injected plastic product’s mechanical strength. The composition of its injection device (Data Source: Trexel website) is as follows.
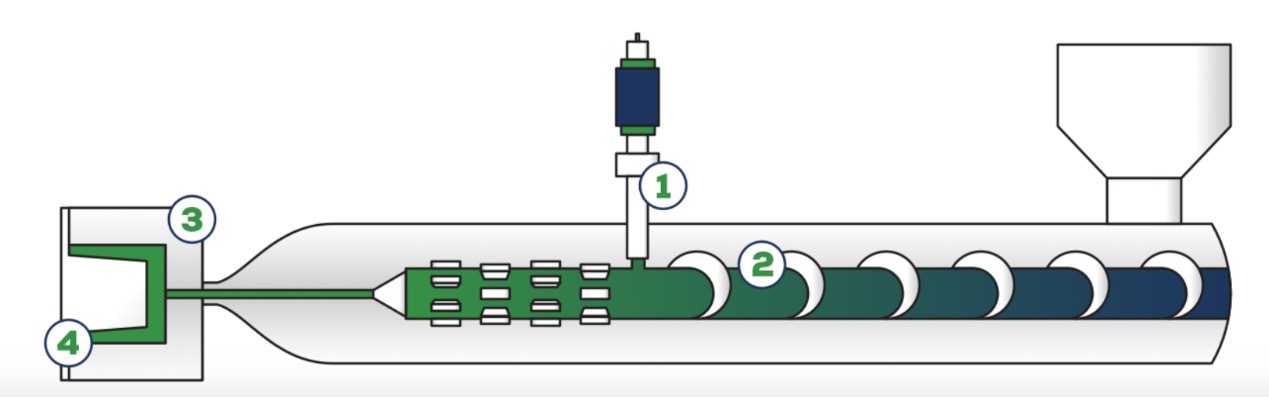 The modified plastic pellets are loaded from the upper left funnel, rotated by a single screw (ball marker 2), transported, and heated for melting. The compressed gas (nitrogen or carbon dioxide) is then precisely measured and injected into the screw at high pressure by Trexel’s patented device ( ball marker 1). Before reaching the mold, the molten plastic and gas are allowed to mix and dissolve effectively and finally inject into the mold system (ball markers 3 and 4). Since the mold’s pressure is lower, the molten plastic mixed with gas will have a faster flow rate in the mold and can be used for the injection of thin and long plastic components. Besides, the gas has a swelling effect in low-pressure molds, which can effectively solve the problems of warpage, shrinkage, and residual stress of plastic products. Generally speaking, during the Mucell injection process, the high-pressure gas injected into the injector screw acts as a solvent-like agent. Thus, the molten plastic particles’ viscosity can be reduced (by 40-60%), and improving the following injection parameters: Injection temperature and pressure, cycle time, mold temperature, and mold clamping force.
The modified plastic pellets are loaded from the upper left funnel, rotated by a single screw (ball marker 2), transported, and heated for melting. The compressed gas (nitrogen or carbon dioxide) is then precisely measured and injected into the screw at high pressure by Trexel’s patented device ( ball marker 1). Before reaching the mold, the molten plastic and gas are allowed to mix and dissolve effectively and finally inject into the mold system (ball markers 3 and 4). Since the mold’s pressure is lower, the molten plastic mixed with gas will have a faster flow rate in the mold and can be used for the injection of thin and long plastic components. Besides, the gas has a swelling effect in low-pressure molds, which can effectively solve the problems of warpage, shrinkage, and residual stress of plastic products. Generally speaking, during the Mucell injection process, the high-pressure gas injected into the injector screw acts as a solvent-like agent. Thus, the molten plastic particles’ viscosity can be reduced (by 40-60%), and improving the following injection parameters: Injection temperature and pressure, cycle time, mold temperature, and mold clamping force.
If your plastic products have the following requirements, you may consider the Mucell injection process for mass production.
- High price: Because the Mucell injection process can reduce weight by 10-15% and have little effect on the tensile strength and impact strength of the products, it can save raw materials.
- Roundness: for example, a printer’s photoconductor roller or injection product with many round holes, and the subsequent installation of the product requires precision.
- Warpage: Generally speaking, the warpage of thin and long plastic products, especially large injection molded parts, is more prominent.
- Thermal insulation or sound insulation requirements: due to the slower gas transfer rate, so the Mucell injection parts have thermal and sound insulation functions.
Green Value can offer you with small quantity and customized OEM Mucell injection parts. Please feel free to contact us.
Ask for a quote: Mucell injection process, Polyolefin foam, Foaming agent